best ratio for a shiny cut on cnc bore machine By understanding the different types of boring tools, selecting the right tool for the job, and implementing proper machining techniques, machinists can achieve optimal results in their .
$13.49
0 · ♨️Unleashing Precision: The Boring Head's Hidden Power
1 · Precision Boring Procedure for the best possible bores
2 · Mastering the Art of CNC Machine Boring: A Comprehensive Guide
3 · Holier than Thou: Precision Holes by Drilling, Boring, and Reaming
4 · Guide to Boring Machining Process: Challenges, Tips and
5 · CNC Machining Design Guide: Best Practices and Tips
6 · Boring Bar Diameter to Length Ratio Recommendations for CNC
7 · A Comprehensive Guide To CNC Precision Boring
8 · 6 Considerations for CNC Turned Parts
9 · 12 Tips for Designing CNC Parts to Optimize Performance
$109.99
In boring applications, the diameter to length ratio is the biggest contributor to vibration. The most common materials for boring bars and their diameter to length ratios are: Boring Bar Materials .A basic cnc programming tutorial which shows how cnc machinists can cut .
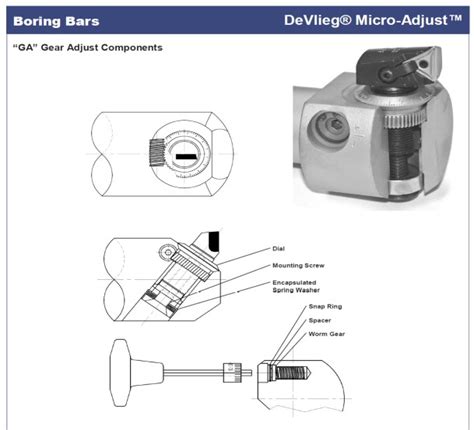
Using a .001 adjustable head means your finest adjustment is 200% of your tolerance. That puts you in to splitting lines to at least come to your adjustment being only as . Ideally, the boring bar will be solid carbide. The silver part slides back and forth on a dovetail to change how far off-center the boring bar is cutting. That’s how you set the slide. .
In this video, we’ll outline the considerations for designing holes and precision bores, give you some tips for machining them reliably and cost-effectively, and compare the .By understanding the different types of boring tools, selecting the right tool for the job, and implementing proper machining techniques, machinists can achieve optimal results in their . In the CNC boring process, the continuous cutting is easy to cause tool wear and damage, which further results in reduced dimensional accuracy of hole boring and increases . Standard turning inserts generally have a 0.008” to 0.016” corner radius. Parts are often designed with perfectly sharp corners, but this can’t be machined easily or reliably with .
To ensure optimal performance, it is generally recommended to maintain a wall thickness above 0.8mm for most metals and 1.5mm for most plastics. Additionally, it is advised .
In this guide, we unravel the secrets of CNC machining design. From general best practices to bespoke tips for different CNC operations, we’re diving into how to sculpt your .
CNC boring is principally done in multiple ways with various angles, such as vertical, horizontal, and compound angles. You can either use a stationary blade against the .In boring applications, the diameter to length ratio is the biggest contributor to vibration. The most common materials for boring bars and their diameter to length ratios are: Boring Bar Materials Diameter to Length Ratio or D to L Ratio. Special Tunable 10:1 to . Using a .001 adjustable head means your finest adjustment is 200% of your tolerance. That puts you in to splitting lines to at least come to your adjustment being only as accurate as your tolerance. Sure fire way to make bad holes. That will do very well for your smaller hole I would think. But hitting the 32 finish should be fairly easy if the material is not tearing or smearing. finish on a lathe is merely the ratio of tool rad to IPR.The correct speed and rad gives the correct scallop which is your finish.A quick touch with red skotchbrite should keep the inspector off your back if everything else is working properly.
Typically when finishing from a dynamic path in Ti I will take a .025" semi-finish with chip thinning, then .005" finish pass without chip thinning, usually somewhere between .001-.002" per tooth feed for the finish path, tool size dependent. Ideally, the boring bar will be solid carbide. The silver part slides back and forth on a dovetail to change how far off-center the boring bar is cutting. That’s how you set the slide. You can see a dial for adjusting that size by turning a fine screw. In this video, we’ll outline the considerations for designing holes and precision bores, give you some tips for machining them reliably and cost-effectively, and compare the different ways they may be inspected.By understanding the different types of boring tools, selecting the right tool for the job, and implementing proper machining techniques, machinists can achieve optimal results in their CNC boring operations.
In the CNC boring process, the continuous cutting is easy to cause tool wear and damage, which further results in reduced dimensional accuracy of hole boring and increases the surface roughness. Standard turning inserts generally have a 0.008” to 0.016” corner radius. Parts are often designed with perfectly sharp corners, but this can’t be machined easily or reliably with standard tooling. Even standard grooving tools have a .002” – .008” tip radius. To ensure optimal performance, it is generally recommended to maintain a wall thickness above 0.8mm for most metals and 1.5mm for most plastics. Additionally, it is advised to maintain a height-to-thickness ratio below 10:1. However, it’s important to note that these are general guidelines, and there may be exceptions.

In boring applications, the diameter to length ratio is the biggest contributor to vibration. The most common materials for boring bars and their diameter to length ratios are: Boring Bar Materials Diameter to Length Ratio or D to L Ratio. Special Tunable 10:1 to . Using a .001 adjustable head means your finest adjustment is 200% of your tolerance. That puts you in to splitting lines to at least come to your adjustment being only as accurate as your tolerance. Sure fire way to make bad holes. That will do very well for your smaller hole I would think. But hitting the 32 finish should be fairly easy if the material is not tearing or smearing. finish on a lathe is merely the ratio of tool rad to IPR.The correct speed and rad gives the correct scallop which is your finish.A quick touch with red skotchbrite should keep the inspector off your back if everything else is working properly.
Typically when finishing from a dynamic path in Ti I will take a .025" semi-finish with chip thinning, then .005" finish pass without chip thinning, usually somewhere between .001-.002" per tooth feed for the finish path, tool size dependent. Ideally, the boring bar will be solid carbide. The silver part slides back and forth on a dovetail to change how far off-center the boring bar is cutting. That’s how you set the slide. You can see a dial for adjusting that size by turning a fine screw.
♨️Unleashing Precision: The Boring Head's Hidden Power
Precision Boring Procedure for the best possible bores
In this video, we’ll outline the considerations for designing holes and precision bores, give you some tips for machining them reliably and cost-effectively, and compare the different ways they may be inspected.
By understanding the different types of boring tools, selecting the right tool for the job, and implementing proper machining techniques, machinists can achieve optimal results in their CNC boring operations. In the CNC boring process, the continuous cutting is easy to cause tool wear and damage, which further results in reduced dimensional accuracy of hole boring and increases the surface roughness.
Mastering the Art of CNC Machine Boring: A Comprehensive Guide
Standard turning inserts generally have a 0.008” to 0.016” corner radius. Parts are often designed with perfectly sharp corners, but this can’t be machined easily or reliably with standard tooling. Even standard grooving tools have a .002” – .008” tip radius.
Holier than Thou: Precision Holes by Drilling, Boring, and Reaming
Guide to Boring Machining Process: Challenges, Tips and

Fibox plastic waterproof control panel boxes are designed to house and protect electronic controls & components in the harshest environments, indoors and out.
best ratio for a shiny cut on cnc bore machine|6 Considerations for CNC Turned Parts