cnc machine setting the b c x y z Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes. There is little difference between Stake Anvils, Stakes, T-Stakes and Bickerns. Their tapered shanks serve the same purpose, to mount the tool in a stump or tool holder. They are all primarily for cold working thin plate of sheet metal.
0 · x y z cnc codes
1 · origin of a cnc machine
2 · cnc x y z axis
3 · cnc x y z
4 · cnc machine coordinates
5 · cnc coordinates x y z
6 · cnc coordinate system explained
7 · cnc codes explained for beginners
Metal braces, also known as train tracks, traditional braces or conventional braces are the oldest and most well-known type of braces. And, .
5th axis cnc machine work offset || 5-axis setting tips || How to setup 4th and 5 axis?? . where to take offsets . ? How to take x y z B C of4th and 5th .Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B . Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes. Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. .
How to set the part datums on a cnc machine. On a typical hobby cnc machine there will be three axes, X, Y and Z. So you will need to set all three axes everytime you setup a new part in your machine. The X and Y axes will be set .When you set an offset, for example G54, you will locate a position for each axis on the part to be machined. Setting these positions to G54 in the machine software offset table. G54 will then be displayed as an X, Y and Z value that is .
With this tutorial and the calculator on my website you can easily set up your CNC mill and calibrate it with very high accuracy. These methods work with any hardware and software.
Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block. 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of .This video from HAAS does a good job of explaining how to set the work height offset (Z). For the HAAS TM-1, we're using the machine table as the 0 position. All tool heights are offset from the machine table. Using an X, Y or Z code in a CNC program tells the machine to go to a specific location along those axes. Location changes can be in one or more axes. If only a Z axis coordinate is given then the machine will only move in the Z axis.5th axis cnc machine work offset || 5-axis setting tips || How to setup 4th and 5 axis?? . where to take offsets . ? How to take x y z B C of4th and 5th .
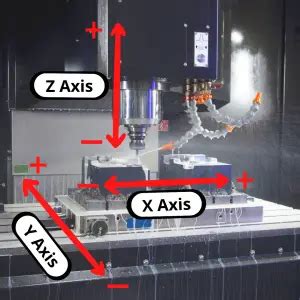
Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B axis CHK TRAVL LIM) to FALSE. Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes. Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. Reduce the Cartesian system to its basics, and you have a familiar number line.How to set the part datums on a cnc machine. On a typical hobby cnc machine there will be three axes, X, Y and Z. So you will need to set all three axes everytime you setup a new part in your machine. The X and Y axes will be set using the same method but the Z axis will be set in a slightly different way.
When you set an offset, for example G54, you will locate a position for each axis on the part to be machined. Setting these positions to G54 in the machine software offset table. G54 will then be displayed as an X, Y and Z value that is a set distance from the machines reference point.
With this tutorial and the calculator on my website you can easily set up your CNC mill and calibrate it with very high accuracy. These methods work with any hardware and software. Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block. 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of airplanes • Both tool side and tool tip are used in cutting. 2. Mold Cutting • 3-D sculptured surface, such as die and mold • Only tool tip is used in cuttingThis video from HAAS does a good job of explaining how to set the work height offset (Z). For the HAAS TM-1, we're using the machine table as the 0 position. All tool heights are offset from the machine table. Using an X, Y or Z code in a CNC program tells the machine to go to a specific location along those axes. Location changes can be in one or more axes. If only a Z axis coordinate is given then the machine will only move in the Z axis.
5th axis cnc machine work offset || 5-axis setting tips || How to setup 4th and 5 axis?? . where to take offsets . ? How to take x y z B C of4th and 5th .Measure the B- axis of rotation parallelism to the Y-Z plane: For a machine with a Classic Haas Control, change Parameter 151:20 (B axis CHK TRAVL LIM) to 0. For a machine with a Next Generation Control, change Parameter 6.021 (B axis CHK TRAVL LIM) to FALSE. Programming G92 X Y Z A B C U V W sets the values of the G92 variables so that each axis takes the value associated with its name. Those values are assigned to the current position of the axes. Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. Reduce the Cartesian system to its basics, and you have a familiar number line.
How to set the part datums on a cnc machine. On a typical hobby cnc machine there will be three axes, X, Y and Z. So you will need to set all three axes everytime you setup a new part in your machine. The X and Y axes will be set using the same method but the Z axis will be set in a slightly different way.When you set an offset, for example G54, you will locate a position for each axis on the part to be machined. Setting these positions to G54 in the machine software offset table. G54 will then be displayed as an X, Y and Z value that is a set distance from the machines reference point.
With this tutorial and the calculator on my website you can easily set up your CNC mill and calibrate it with very high accuracy. These methods work with any hardware and software.
Rotary axes move in a cutting block. All five axes X, Y, Z, A and C are commanded in a cutting block. 1. Part Cutting • Thin wall structure, such as turbine blades, rib and spar of airplanes • Both tool side and tool tip are used in cutting. 2. Mold Cutting • 3-D sculptured surface, such as die and mold • Only tool tip is used in cutting
cnc machine course in ahmedabad
x y z cnc codes
origin of a cnc machine
The document discusses different types of CNC machines. It describes 8 common types: CNC lathe, milling machine, router, laser cutter, plasma cutter, 3D printer, pick and place machine, and 5-axis machine. It provides details on their .
cnc machine setting the b c x y z|cnc machine coordinates